채취부터 포장까지 8단계, 기공은 어떻게 만들어지고 성능은 어디서 결정되는가
활성탄을 구매할 때 스펙시트에서 비표면적·요오드가·기공 분포를 확인하지만, 그 수치가 어떤 공정을 거쳐 만들어지는지 아는 경우는 많지 않습니다. 같은 대나무 원료라도 탄화 온도, 스팀 유량, 활성화 시간이 조금씩 달라지면 기공 구조가 달라지고 흡착 성능도 달라집니다.
이 글은 대나무 원료가 활성탄이 되기까지의 전 공정을 단계별로 설명합니다. 제조 과정을 이해하면 스펙시트의 수치가 무엇을 의미하는지, 공정 목적에 맞는 제품을 어떻게 판단해야 하는지 더 명확하게 보입니다.
전체 공정 흐름
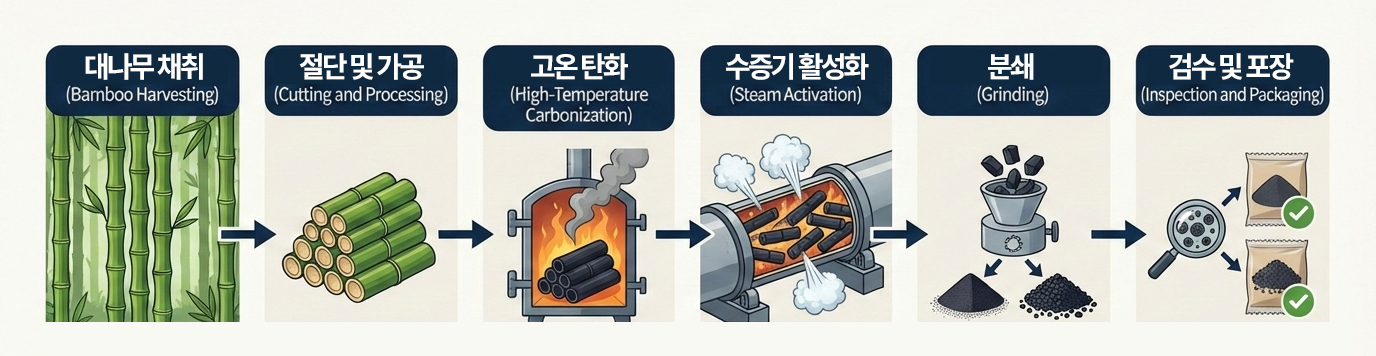
대나무 스팀활성화 활성탄의 제조는 크게 8단계로 나뉩니다.
채취 및 선별 → 전처리 → 탄화 → 스팀활성화 → 수세·정제 → 건조 → 분쇄·분급 → 품질검사·포장
각 단계가 최종 제품의 기공 구조와 성능에 직접 영향을 줍니다.

1단계 — 대나무 채취 및 선별
원료 선택이 품질의 출발점입니다. 일반적으로 2~3년 된 성숙한 대나무(맹종죽 등)를 사용합니다. 너무 어린 대나무는 수지와 휘발분이 많아 탄화 효율이 떨어지고, 너무 오래된 것은 조직이 경화되어 활성화 반응이 불균일해집니다.
수확 후에는 6개월 이상 숙성·건조 과정을 거칩니다. 줄기를 일정 길이로 자르고, 고정탄소 함량이 높은 부위를 선별합니다. 어떤 대나무를 어느 시기에 베어 쓰느냐가 이미 최종 제품의 기공 잠재력을 결정하는 첫 번째 변수입니다.

2단계 — 전처리 (건조·분쇄·세척)
건조는 수분을 10~15% 이하로 낮추는 과정입니다. 자연건조 또는 100~150℃ 건조기를 사용합니다. 수분이 많은 상태로 탄화에 들어가면 열전달이 불균일해지고, 스팀활성화 단계에서 에너지 손실이 커집니다.
분쇄는 대나무를 1~5cm 조각 또는 1~3mm 톱밥·칩으로 잘게 만드는 과정입니다. 입자가 작을수록 반응 표면적이 넓어져 이후 탄화·활성화 반응이 더 균일하게 진행됩니다.
세척은 흙·이물질·염분을 제거하는 선택적 공정입니다. 필요에 따라 산·알칼리 세척으로 잔류 금속 이온이나 리그닌을 사전에 저감하기도 합니다. 이 단계가 최종 제품의 회분(Ash) 수치와 pH에 영향을 줍니다.

3단계 — 탄화 (숯 제조)
탄화는 대나무를 숯으로 바꾸는 공정입니다. 공기가 거의 없는 비활성 분위기(질소·이산화탄소 분위기 또는 밀폐로)에서 300~800℃ 구간으로 서서히 가열합니다.
이 과정에서 대나무를 구성하는 셀룰로오스·헤미셀룰로오스·리그닌이 열분해됩니다. 휘발분(가스·수증기·타르)이 빠져나가면서 고정탄소 중심의 구조물, 즉 대나무숯이 남습니다. 대나무 1톤 기준으로 탄화 후 얻을 수 있는 숯은 약 300kg 수준입니다.
탄화 온도와 가열 속도는 이후 스팀활성화 단계에서 형성될 기공 구조의 기반을 결정합니다. 탄화가 충분하지 않으면 다음 단계에서 원하는 기공 분포를 얻기 어렵습니다.
4단계 — 스팀활성화 (핵심 공정)
활성탄의 기공이 실제로 만들어지는 단계입니다. 스팀활성화는 물리적 활성화 방식으로, 탄소를 수증기로 약하게 산화시켜 기공을 넓히고 비표면적을 크게 만드는 공정입니다.
회전하는 로터리 킬른에서 진행하며 반응 온도는 일반적으로 700~1,000℃, 경우에 따라 800~1,200℃까지 올립니다. 고온 수증기와 탄소가 반응하면 탄소가 서서히 기화되고, 그 자리에 마이크로 기공과 메조 기공이 형성됩니다.
공정의 핵심은 균형 조절에 있습니다. 스팀 유량이 너무 많거나 활성화 시간이 너무 길면 탄소가 과도하게 깎여 기계적 강도가 떨어집니다. 반대로 너무 짧으면 기공이 충분히 발달하지 못해 비표면적이 작아집니다. 스팀 유량·온도·시간의 조합을 정밀하게 제어해야 원하는 기공 구조를 얻을 수 있습니다.
적절한 조건에서 1~3시간 활성화하면 비표면적 1,000~2,000 m²/g 수준의 활성탄을 만들 수 있습니다.
4단계 세부 — 기공 구조는 어떻게 형성되는가
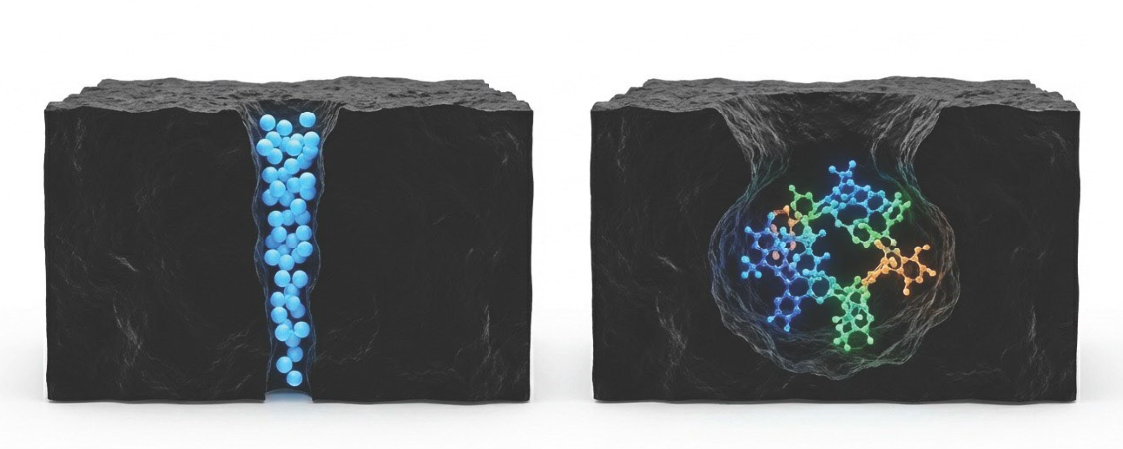
스팀활성화 과정에서 형성되는 기공은 크기에 따라 두 가지 영역으로 나뉩니다.
마이크로 기공 (0.5~2nm)은 소분자 흡착에 특화된 영역입니다. 염소·VOCs·악취 성분처럼 분자 크기가 작은 물질이 이 기공에 포집됩니다. 요오드가 수치가 이 영역의 발달 정도를 반영합니다.
메조 기공 (2~50nm)은 색소·단백질·천연유기물(NOM)처럼 분자 크기가 큰 물질의 흡착 통로입니다. MB가(메틸렌블루가) 수치가 이 영역의 성능을 나타냅니다.
대나무는 원료 특성상 칼륨(K) 함량이 상대적으로 높습니다. 활성화 과정에서 칼륨이 화학적 에칭 역할을 하면서 마이크로 기공뿐 아니라 메조 기공이 함께 발달하는 경향이 있습니다. 이것이 대나무 활성탄이 야자 활성탄에 비해 염료·색소 등 대분자 흡착에서 구조적으로 유리한 이유 중 하나입니다.
5단계 — 수세·정제
스팀활성화 후 제품 표면에는 반응 과정에서 생성된 회분(Ash), 잔존 염분, 금속 이온이 남아 있습니다. 수세 공정에서 이를 씻어냅니다. 최종 제품의 pH를 9~11 수준으로 맞춥니다. 먹는물·식품 공정에서는 이 pH 조건이 수질 기준과 직결되기 때문에 중요합니다.
6단계 — 건조
수세 후 남은 수분을 1% 이하로 줄이는 단계입니다. 100~150℃ 건조기에서 처리합니다. 수분이 높으면 포장 후 보관 중 흡착 성능이 저하될 수 있고, 가스 흡착 공정에서는 수분 자체가 흡착 효율을 방해하는 요인이 됩니다.

7단계 — 분쇄·분급
제품의 형태와 용도를 결정하는 단계입니다.
입상 활성탄(GAC)은 1~5mm 크기의 과립 형태로 크러싱과 체질을 거쳐 만들어집니다. 흡착탑·컬럼 필터처럼 고정층에 충전하는 방식에 사용됩니다. 4×8 mesh, 8×30 mesh, 12×40 mesh 등 규격으로 표기됩니다.
분말 활성탄(PAC)은 50~325 mesh(약 0.04~0.3mm) 수준으로 더 곱게 분쇄한 제품입니다. 액체에 직접 투입 후 교반·여과하는 방식에 사용됩니다. 비상 수질 대응이나 식품 탈색 공정에서 주로 활용됩니다.
같은 활성화 조건에서 만든 제품이라도 입도가 달라지면 흡착 속도와 압력 손실 특성이 달라집니다. 공정 설계에서 유량·접촉 시간·압력 조건에 맞는 입도를 선택하는 것이 중요합니다.
8단계 — 품질검사 및 포장
출하 전 품질 검사 항목은 다음과 같습니다.
검사 항목 | 기준 | 의미 |
| BET 비표면적 | 800~1,100 m²/g 이상 | 기공 총량 |
| 요오드가 | 제품별 기준치 | 마이크로 기공 흡착 성능 |
MB가 (메틸렌블루가) | 제품별 기준치 | 메조 기공 흡착 성능 |
| 회분 (Ash) | 낮을수록 고순도 | 무기질 잔여물 비율 |
| 수분 (TM) | 5% 이하 | 흡착 성능 안정성 |
| pH | 9~11 수준 | 처리수 수질 영향 |
| 입경 분포 | 규격 범위 내 | 흡착 속도·압력 손실 |
검사를 통과한 제품은 일반적으로 500kg 톤백또는 커스텀 규격으로 포장됩니다. 수분 흡착을 막기 위해 건조 상태를 유지하며, 보관 환경에 따라 미량 습기 조절제를 함께 사용하기도 합니다.전체 공정 한눈에 보기
단계 | 주요 공정 | 핵심 제어 변수 |
| 1 | 채취·선별 | 대나무 수령, 수확 후 숙성 기간 |
| 2 | 전처리 | 수분 함량, 분쇄 크기 |
| 3 | 탄화 | 온도(300~800℃), 비활성 분위기 |
| 4 | 스팀활성화 | 온도(700~1,200℃), 스팀 유량, 시간 |
| 5 | 수세·정제 | pH 조절, 금속 이온 제거 |
| 6 | 건조 | 수분 1% 이하 |
| 7 | 분쇄·분급 | 입도 규격 (GAC / PAC) |
| 8 | 품질검사·포장 | BET, 요오드가, MB가, 회분 등 |
댓글 0